VAVE proposal example
- Casting proposals
- Cutting proposals
Casting proposals
We want to improve the performance of our units
Problem
To improve the performance of the unit, we want to reduce the flow resistance of the air passing through the pipe and make it flow more smoothly.
Solution
1. What we proposed
To improve the surface roughness of the inner surface of the pipe, it was important to set the target roughness at Ra3 or less.
We reviewed the grain size and material of the sand, which is the base of the shell core necessary to form the pipe shape (hollow) in casting.
By doing so, we were able to improve the surface roughness of the core itself.
2. Manufacturing issues
By changing the grain size and material, we found the following two issues.
1. Deterioration of the molding properties of the shell core (filling properties, fluidity)
2. Deterioration of castability (breathability, filling properties)
3. Problem solving
We reviewed the mold material, mold shape, manufacturing method, and manufacturing conditions to improve performance.
Example 1: A method to minimize the gas generated from the shell core during casting and efficiently exhaust it outside the mold
Example 2: A method to fill every corner of the mold with heavy sand when molding the shell core
Result
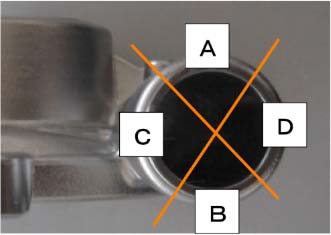
| Measurement Location |
Number of Measurements |
No.1 | No.2 | No.3 | No.4 | |
|---|---|---|---|---|---|---|
| Measurement Surface | Surface A | 1 | 1.75 | 2.01 | 2.31 | 2.71 |
| 2 | 1.66 | 1.99 | 1.56 | 3.08 | ||
| 3 | 1.99 | 1.29 | 2.33 | 2.93 | ||
| Average Value | 1.80 | 1.76 | 2.07 | 2.91 | ||
| Surface B | 1 | 0.77 | 1.36 | 2.20 | 0.97 | |
| 2 | 0.65 | 1.19 | 1.96 | 1.34 | ||
| 3 | 1.00 | 2.00 | 1.31 | 1.09 | ||
| Average Value | 0.81 | 1.52 | 1.82 | 1.13 | ||
| Surface C | 1 | 0.59 | 1.49 | 1.86 | 2.93 | |
| 2 | 0.79 | 1.82 | 3.16 | 3.14 | ||
| 3 | 0.55 | 2.06 | 2.26 | 3.22 | ||
| Average Value | 0.64 | 1.79 | 2.43 | 3.10 | ||
| Surface D | 1 | 1.06 | 1.02 | 1.11 | 1.09 | |
| 2 | 1.12 | 0.97 | 1.15 | 1.17 | ||
| 3 | 1.40 | 0.94 | 1.20 | 1.91 | ||
| Average Value | 1.19 | 0.98 | 1.15 | 1.39 | ||
We want to be able to predict the number of trials and costs during the development stage.
Problem
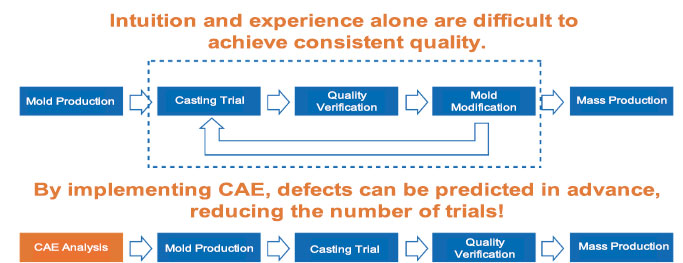
During the development stage, there are times when the flow of molten metal is unknown, making it impossible to produce a high-quality product the first time. This results in an increased number of trials and increases the cost of materials used.
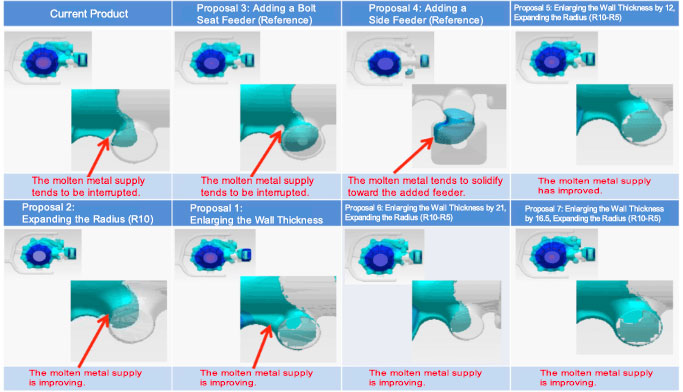
Solution
Since consistent quality cannot be achieved through the intuition and experience of the manufacturing engineers alone, we adopted CAE analysis.
By utilizing CAE, we were able to analyze areas where casting defects are likely to occur. This made it possible to predict various shapes in advance. This allowed us to propose optimal shapes, improving quality, reducing the number of trials, and cutting material costs.
Result
Reducing Processes and Costs
Problem
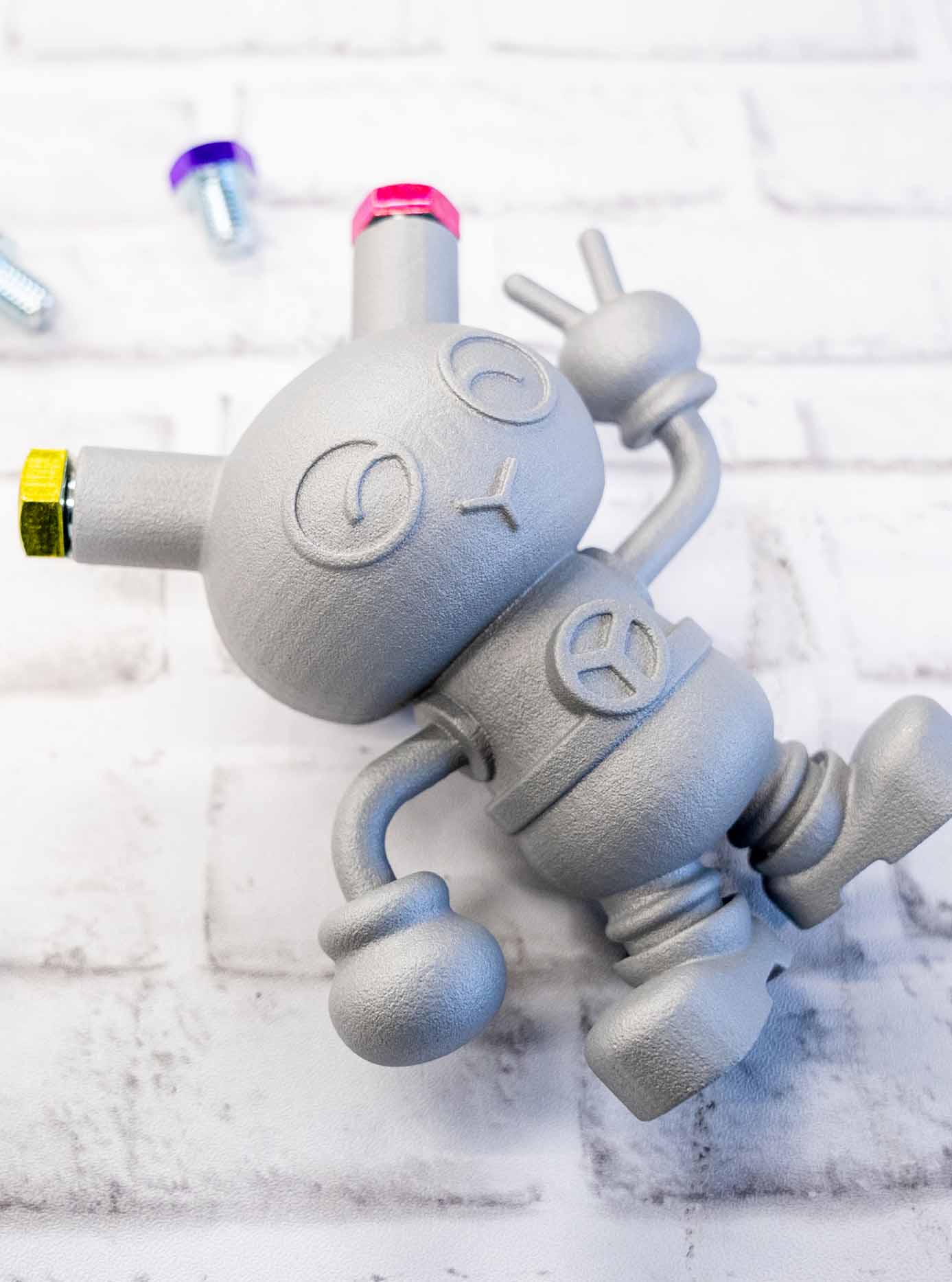
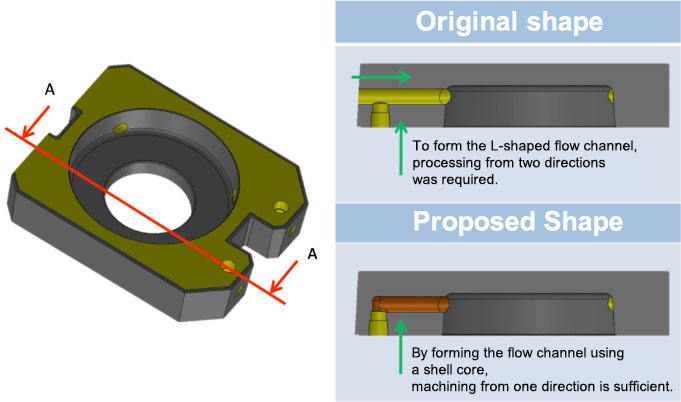
To form an L-shaped flow path, a part requires two machining processes, and the customer faces challenges in terms of labor and cost, including the need for assembly labor and materials and the large initial processing investment.
Solution
By molding the flow channel out of the material, we reduced the initial processing investment and the customer’s assembly time (stop plugs, etc.).
Result
We want to make it easier to consider specifications that are difficult to convey through drawings.
Problem
When we only consider drawings, it’s often difficult to communicate our ideas to each other. For example, “I created a drawing, but it’s not the shape I had in mind.” or “It’s hard to communicate what I’m trying to say.”
Solution
As a result, not only is our launch speed slow, but we’re also struggling to optimize quality and shape.
■Speed up the start up period.
From the development stage, we have utilized 3D data and it helped us to match with customer system smoothly, in the end we have succeeded in shortening the development leadtime.
■Yield improvement
In combination with the current “experience” and “degital technology”, we have succeeded in stabilizing quality level and improved the yield ratio.
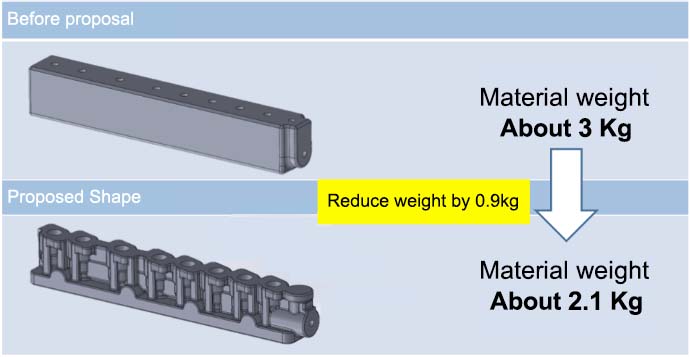
■Cost Down
Before proposal:Material weight: Approximately 3kg
After Proposal:Material weight: Approximately 2.1kg
Result:0.9kg weight reduction
Result
Cutting proposals
Want to reduce processing costs
Issues
We considered acquiring a new product, but the price was not right, and we had the following manufacturing issues.
1. It takes a lot of time to machine a 12-sided shape from a round bar
Milling is performed by rotating the C-axis on a CNC automatic lathe
2. The hardness is specified as HRC20-30
Heat treatment must be outsourced
Solution
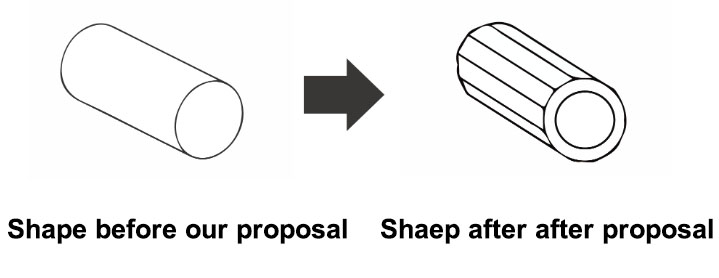
We reviewed the material specifications and proposed using a special-shaped pipe material.
■Reduced processing time
Since the processing of the 12-sided shape was no longer necessary, the processing time could be reduced.
By making it a pipe shape, the processing time for pilot holes (rough drilling) could be reduced.
■Reduced outsourcing costs
By using a special-shaped pipe material, the internal hardness was stabilized due to work hardening (improved cross-sectional area ratio), and we were able to satisfy the hardness at the material stage.
■Cost Reduction
By significantly shortening processing time and reducing outsourcing costs, we were able to meet our customer’s needs in terms of both delivery time and price.
Result
Due to the decline in production, the cost is no longer competitive enough
Challenge
Aluminum castings used to be produced in large quantities, but as demand has decreased, the manufacturing costs of casting methods have become unreasonable.
Solution
We proposed total cutting rather than bar or block materials.
■Reduced mold maintenance costs
We were able to reduce mold storage costs and repair costs associated with mold deterioration.
■Process consolidation
The process of casting → machining has been consolidated into machining only.
■Lot reduction
It is now possible to produce from as little as one piece.
There are many quality issues with existing suppliers
Solution
We proposed consolidating the processes using a composite NC lathe, and Yoshida Kogyo consolidated all processes.
■Improved quality
By performing multiple processes on a single machine, we were able to reduce the number of chuckings and improve precision.
■In-machine deburring
By incorporating burr care into the processing process, quality was stabilized.
■Cost reduction
We were able to reduce the lost time between processes.